












新能源电机铁芯打样工艺大比拼:传统与新兴工艺的碰撞
在新能源汽车产业迅猛发展的浪潮中,新能源电机铁芯作为电机的关键部件,其打样工艺的选择备受瞩目。不同的打样工艺犹如通往成功的不同路径,对铁芯的性能、成本以及研发周期有着截然不同的影响。现在,让我们深入探究传统与新兴打样工艺的特点,来一场激烈的 “工艺大比拼”。
传统工艺:经典与局限并存
冲压工艺,作为传统打样工艺中的 “老将”,在大规模生产中展现出成本优势。它通过模具对硅钢片进行冲压成型,效率较高。然而,在打样阶段,其劣势也较为明显。定制模具不只周期长,往往需要数周甚至数月时间,而且成本高昂。一旦设计出现变更,还需重新制作模具,这无疑增加了时间和资金成本。此外,对于复杂形状的铁芯,冲压工艺常常显得力不从心,难以精确实现设计要求。
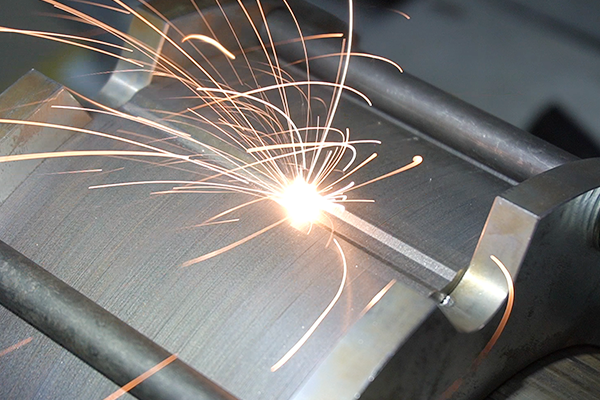
线切割工艺则以其能够加工复杂形状的优势在传统工艺中占据一席之地。它利用电极丝放电产生的高温来切割硅钢片,能实现较为精细的加工。但是,线切割的效率较低,加工速度缓慢,对于高精度、大批量的打样任务,往往需要耗费大量时间,严重影响研发进度。而且,线切割过程中可能会对硅钢片的表面质量产生一定影响,导致后续还需进行打磨等处理工序。
新兴工艺:创新带来新机遇
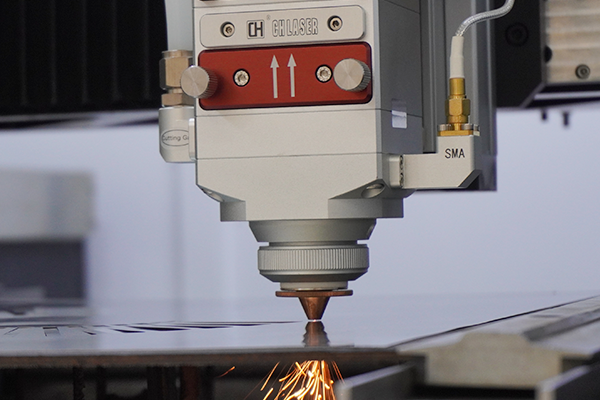
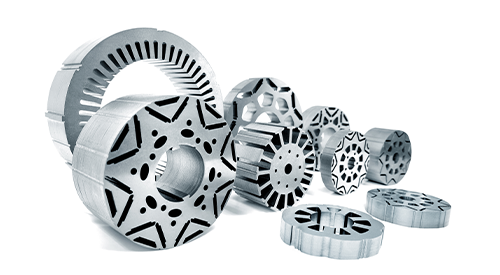
激光切割工艺近年来异军突起,成为新能源电机铁芯打样领域的 “新宠”。其具有高精度、高灵活性的明显特点,定位精度可达 ±0.01mm,能够轻松应对硅钢片等高导磁材料的精细切割,确保铁芯叠片后气隙均匀,有效减少磁损耗。在面对异形槽、齿部、弧形边等复杂结构时,激光切割更是游刃有余,可轻松实现传统工艺难以完成的复杂轮廓加工。更为关键的是,激光切割无需开模,直接根据 CAD 图纸编程即可进行加工,从设计到样品交付只需数小时至几天,缩短了研发周期,为企业抢占市场先机提供了有力支持。同时,通过智能排样软件,激光切割可优化排版切割,提高硅钢片的利用率,降低材料成本。
自粘结铁芯技术也为打样工艺带来了新的思路。传统铁芯组装方式存在铁损高、装配复杂、振动和噪音等问题,而自粘结铁芯通过在铁芯间添加特殊胶水实现固定,巧妙融合了焊接和自扣的优势,同时规避了它们各自的缺陷。这种技术不只能降低涡流损耗,提升电机转速和电磁性能,还能提高抗震性与防水性。不过,目前该技术受成本和胶水技术难题制约,尚未大规模应用。自粘或胶粘铁芯制作过程中需要使用特殊胶水,增加了生产成本,且胶水的耐高温性、在铁芯表面的均匀性以及厚度等因素,都会对铁芯的整体性能产生重要影响。
工艺选择的考量因素
企业在选择新能源电机铁芯打样工艺时,需要综合多方面因素进行考量。如果铁芯形状简单、对精度要求相对不高且后续有大规模生产需求,冲压工艺可能是较为合适的选择,其在大规模生产时的成本优势能得到充分发挥。但对于形状复杂、精度要求高且处于研发阶段、需要快速迭代的铁芯,激光切割工艺则更具优势,其高精度、高灵活性以及短研发周期的特点,能更好地满足企业需求。自粘结铁芯技术虽目前存在一定限制,但对于追求高性能、低噪声的电机设计,若能在成本和技术难题上取得突破,未来发展潜力巨大。

 浏览器自带分享功能也很好用哦~
浏览器自带分享功能也很好用哦~取消
清空记录
历史记录
清空记录
历史记录




 浏览器自带分享功能也很好用哦~
浏览器自带分享功能也很好用哦~
复制成功
×